smeagard.se

Knivar - Knives
Jag som sysslar med knivmakeri heter Bjarne Widheden och är uppvuxen på Smeagården. Numera bor jag i Kungsbacka, men gör stora delar av det vekstadsarbete som fordras vid knivmakeri, på Smeagården.
Min ambition är att göra knivar med en stark och användbar konstruktion både för allmän användning, men äver för speciella ändamål som t ex i köket och för jakt.
Mina knivar görs av inköpt råmaterial i form av stål med speciella egenskaper som är lämpliga för knivtillverkning och utifrån detta formas knivmodellen som därefter skärs ut, slipas, härdas, finslipas, poleras och förses med lämpligt skaft. Där så är lämpligt tillverkar jag även passande knivslida av läder.
För tillfället tar jag inte emot några beställningar men Tack för att Du tittade in och hör gärna av Dig om intresse finns för mina knivar. Skriv en rad, gärna med adressuppgifter så hör jag av mig.

Kökskniv för grönsaker
Värmebehandling

Värmebehandling av knivbladen görs med egen utrustning då det visat sig att detta ger ett jämnare och bättre resultat än att lämna ut det. Mera information om värmebehandling finns att läsa i en artikelserie i Knivmakaren.
Har Du frågor om värmebehandling så svarar jag efter bästa förmåga om Du anger Dina kontaktuppgifter.
Arbetsplatsen bör vara väl strukturerad och stabil. Bordet som man tar ut knivbladet på är en 5 mm stålplåt och med vinkeljärnen kyler man bladet samtidigt som man riktar det om det blivit lite skevt under härdprocessen.
På bilderna syns inte nödvändig skyddsutrustning som värmetåliga handskar, skyddsglasögon och brandsläckningsutrustning.

Arbetsplatsen

Arbetsytor runt ugnen

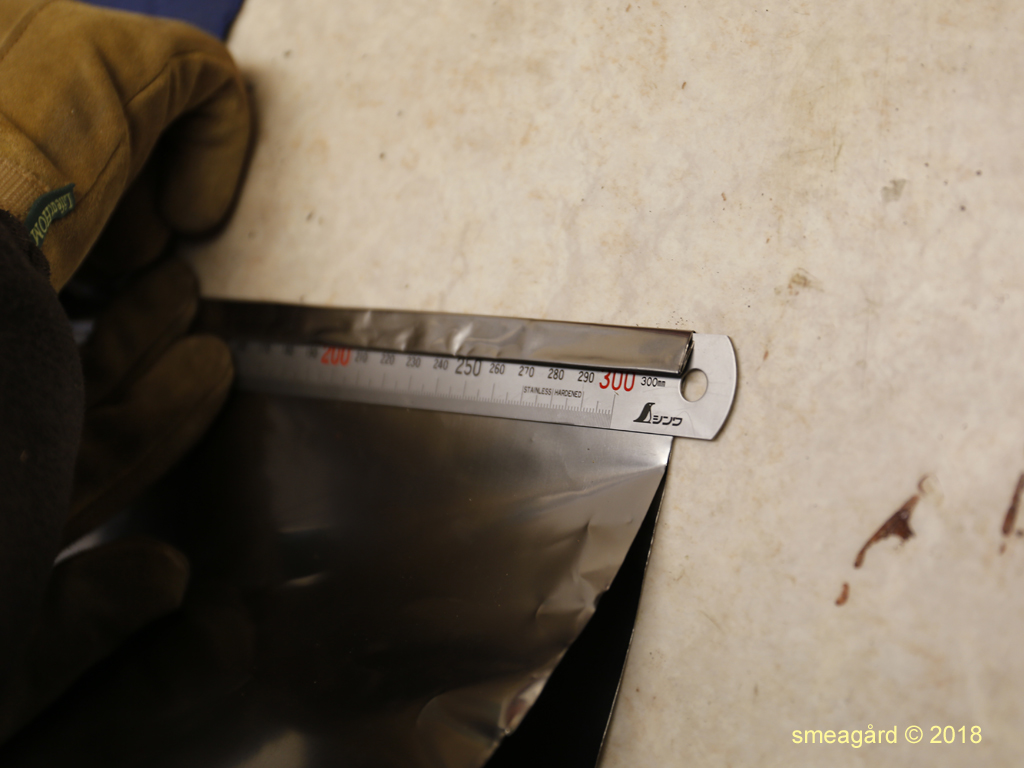
Inslagning i härdfolie
Vikning av härdfolien

Knackning av vik på härdfolien
Inslagning i härdfolie görs så lufttät som möjligt och med gott utrymme för knivbladet för att undvika att folien påverkar bladets yta under härdningsförloppet.
Härdningen utförs enligt fastlagt schema som är anpassat till aktuell stålkvalitet och omfattar uppvärmning i härdugnen och efterföljande nerkylning, "Släckning", som görs med hjälp av vinkeljärnen ovan där knivbladet spänns fast och kyls med tryckluft så snabbt som möjligt.

Knivblad som står med ryggen ner i härdugnen

Ugnsstyrning
Efterarbeten efter härdningen i ugnen består i att först kontrollera knivbladets rakhet och därefter görs en "Djupkylning" som innebär nerfrysning till högst ca -18 °C eller eventuellt lägre beroende på stålkvalitet och vilken hårdhet man vill uppnå.
Det sista momentet i värmebehandlingen är "Anlöpning". Denna utförs genom två upp-värmningar till ca 175 °C med mellanliggande avsvalning , varefter bladet får svalna till rumstemperatur.
Efter hårdhetstest med önskat resultat är knivbladet klart för slutbearbetning.

Snabb kontroll att bladet är rakt
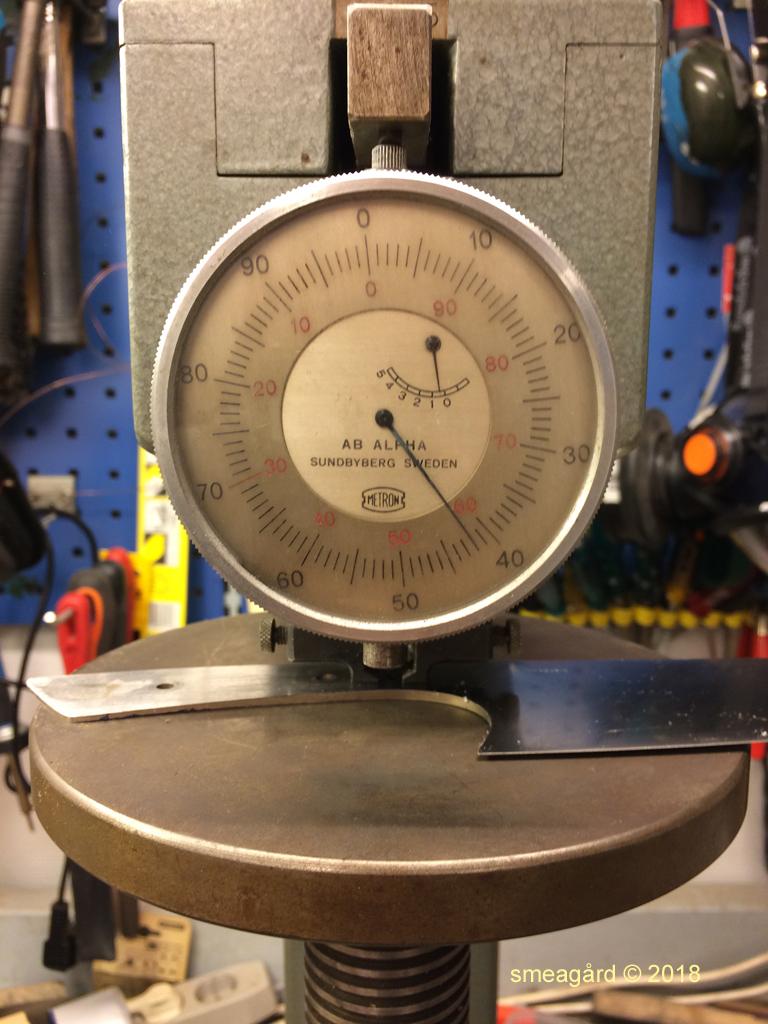
Hårdhetstestare

Blad efter härdning
© 2018
Sidan uppdaterad 2018-10-16